随着动力电池与储能产业持续扩张,锂电池正负极材料生产对包装环节的精度、洁净度与自动化水平提出更高要求。磷酸铁锂、三元材料、镍钴锰酸锂、钴酸锂、锰酸锂、碳酸锂、石墨粉、人造石墨、天然石墨、硅基负极材料、钛酸锂、中间相碳微球、炭黑、碳纳米管、前驱体及导电浆料等新能源粉末物料,在包装过程中普遍存在扬尘、含气量大、精度波动等挑战。包装机已从传统填充工具转变为保障材料批次稳定性与产线综合效率的核心装备。
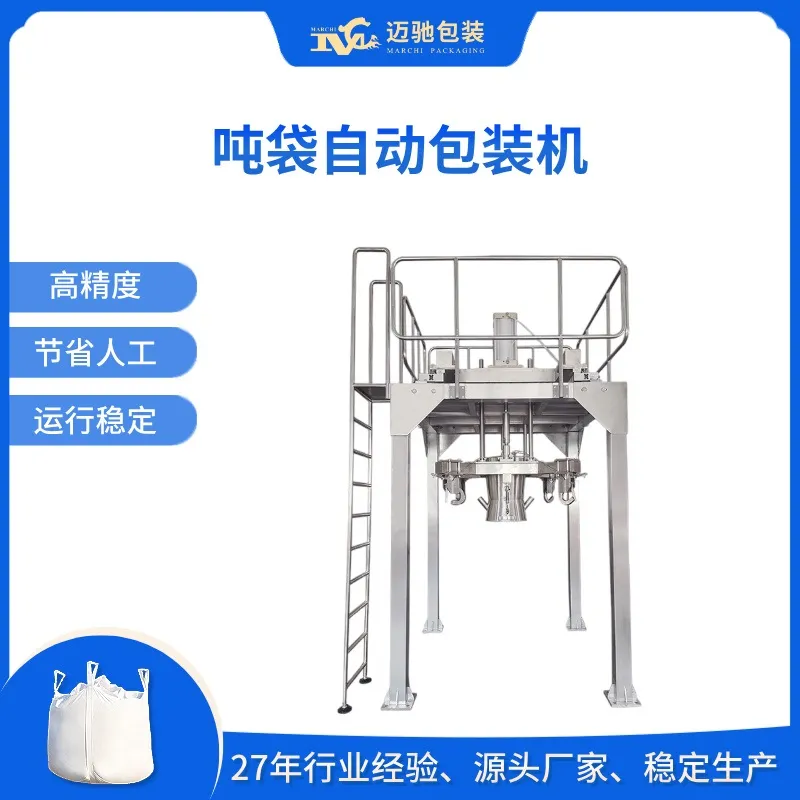
深耕智能包装设备领域多年的广州迈驰包装设备有限公司,针对锂电正负极材料物性特点,推出MCJBP-1000CS碳钢吨袋包装机。该设备采用毛重式称重计量与双螺旋给料结构,包装精度可达±0.1%~±0.3%,包装速度为每小时5~6包(单包重量400~600公斤)。整机功率2.45kW,采用AC380V/50Hz电源,并配套完善的前期方案设计与后期快速响应服务。
一、机型选型:针对超细粉体的碳钢吨袋包装机
MCJBP-1000CS专为大容量、高精度包装场景设计,适用包装重量范围400~600公斤。针对锂电正负极材料易扬尘、易吸附、易架桥的特性,设备采用双螺旋给料装置,依靠物料自重实现稳定输送,并通过变频调速灵活控制给料流量。单弧形给料门出口加装截止蝶阀,可有效防止残余物料意外跌落,避免影响包装精度及造成环境污染。同时,专业气动拨叉机构能够持续扰动给料区,防止粉料打拱或架桥,保证给料过程连续平稳。
设备整体框架为碳钢结构,具有足够的强度与刚度;凡与物料直接接触的部件均采用316L不锈钢材质,满足新能源材料对洁净度与耐腐蚀性的严格要求。
二、核心配置:称重、升降与挂脱袋协同
称重平台搭载高精度、长期稳定性优异且耐冲击的称重传感器,配合专用传力连接机构,具备过载保护与限位功能。该设计确保料袋重量100%传递至传感器而不产生任何侧向分力,并具备良好的机械自动复位性能,有效降低维护频率。
升降机构固定在称重平台上,由气缸升降装置及四只导向机构组成。在物料充填过程中,可根据实际需要将料袋上下升降数次,以达到最佳填充效果。称重完成后,升降机构将重袋平稳下降至地面或托盘,使料袋从上部悬挂状态过渡为底部托起状态,便于后续自动松开袋口及吊带自动脱钩。
挂-脱袋/夹袋装置固定于升降机构的气缸底部并施力于称重平台,可适应公称容积1200~1400L的包装袋尺寸变化。空袋上袋时手动悬挂吊带、气动夹紧袋口;重袋落袋时自动松解袋口并完成吊带自动脱钩,操作便捷可靠。
三、全流程包装过程
以磷酸铁锂或石墨负极粉末为例,MCJBP-1000CS包装机的完整作业流程如下:
第一步 自动给料:双螺旋给料装置启动,变频控制粗细流给料,气动拨叉持续防止架桥。
第二步 升降填充:空袋由挂-脱袋装置夹紧悬挂在称重平台上,升降机构在填充过程中适时升降,促进物料沉降与气体排出。
第三步 精密称重:称重传感器实时反馈重量,达到目标值后截止蝶阀迅速关闭,切断物料。
第四步 落袋脱钩:称重完成,升降机构将满载料袋下降至地面托盘,挂-脱袋装置自动松袋、脱钩。
第五步 封口与检测:后端配备封口缝包装置(热合或缝包),随后经过重量复检与金属检测。
第六步 机器人码垛:合格料袋由输送线传送至机器人码垛工位,按预设垛型自动堆叠,完成入库前准备。
整个流程实现从粉料投放到码垛入库的自动化衔接,大幅减少人工干预,提升产线效率与一致性。
四、客户痛点问题与迈驰解决方案
在锂电正负极材料实际生产中,企业普遍面临三大核心痛点。
痛点一:粉尘外泄严重
超细粉末易扬尘,导致车间粉尘浓度超标,既影响操作人员健康,又可能对材料纯度造成交叉污染风险。
迈驰解决方案:给料末端设置截止蝶阀,配合充气与回风除尘管路构建封闭负压环境;与物料接触的316L部件表面光洁,减少物料粘附与残留,从源头控制粉尘扩散。
痛点二:含气量高导致包装体积大
粉体夹带大量空气,包装后袋体鼓胀,仓储与运输效率低下,物流成本居高不下。
迈驰解决方案:升降机构在填充过程中多次升降,配合气动拨叉持续扰动,有效促进粉体内气体排出,提升物料堆积密度,减少包装体积,降低综合物流成本。
痛点三:包装精度波动
不同包装批次之间重量差异明显,直接影响电池能量密度与产品一致性。
迈驰解决方案:采用高精度称重传感器与抗分力传力结构,避免侧向力干扰,包装精度稳定控制在±0.1%~±0.3%,满足正负极材料对批次重量一致性的严苛要求。
此外,迈驰提供从售前物料测试、方案设计到售后安装调试、操作培训的全周期服务。设备质保一年,终身维修