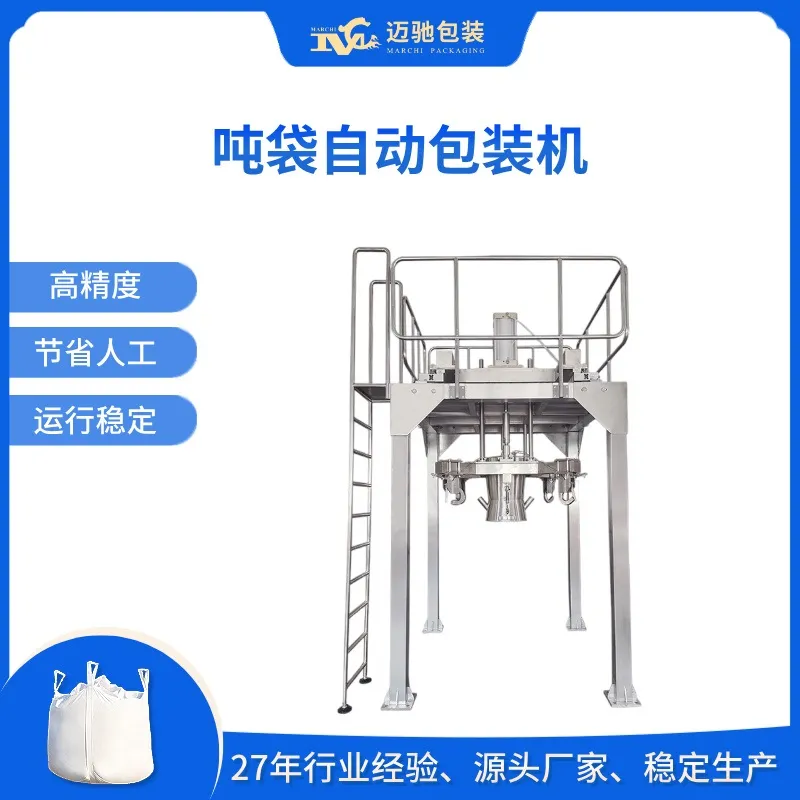
- 吨袋自动包装机技术升级:迈驰包装设备以高精度方案赋能大宗物料包装智能化
- 全自动25公斤包装机推动颗粒物料包装自动化升级
- 迈驰包装设备:定量灌装机赋能颗粒物料自动化包装升级
- 全自动坚果包装机整线方案:从自动上袋到码垛的完整生产流程
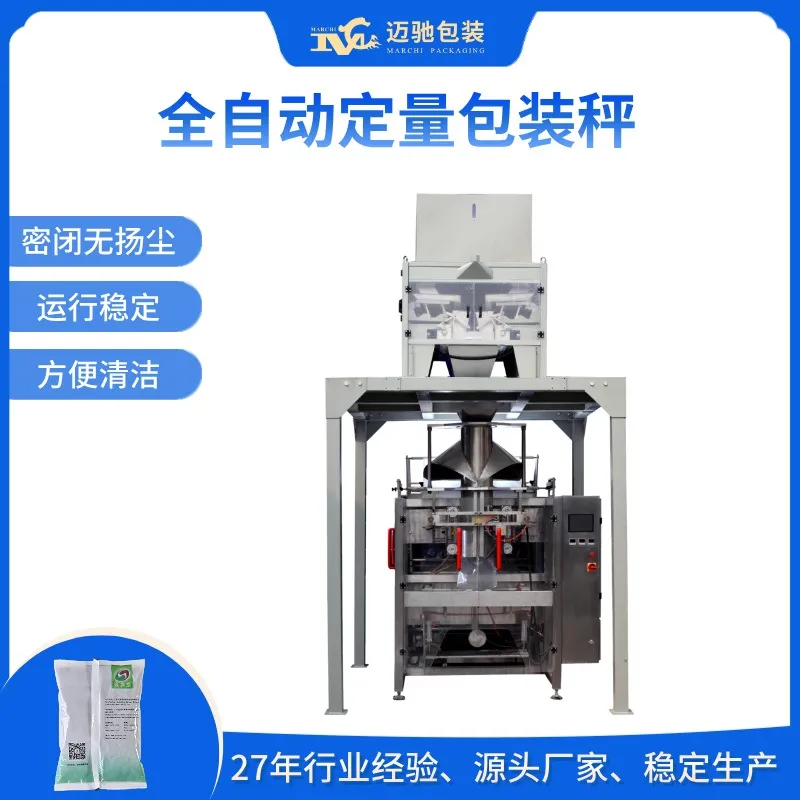
- 全自动定量包装秤:粮食行业自动化包装升级优选方案
联系人:宁经理
电话:+86 139-0230-2343
邮箱:mcpack@126.com
地址:广东省广州市番禺区石碁镇聚利智造园4栋
粉末包装机25公斤全自动如何选型?针对化工食品行业的解决方案
随着国内制造业自动化转型步入深水区,作为生产末端的关键环节,包装设备的智能化水平直接关系到企业的综合竞争力。近期,针对大规格粉体及颗粒物料包装的 25公斤全自动包装机 市场热度持续攀升。该设备凭借其高效、精准、环保的特性,正成为化工、食品、医药及建材等行业解决包装痛点、实现提质增效的“标配”装备。
直击行业痛点:从“人海战术”到“无人值守”
长期以来,25公斤级物料的包装环节是许多企业的“心病”。传统的人工套袋、称重、封口作业模式,不仅人力成本高昂、效率难以突破,更面临着粉尘污染损害健康、人工称量误差导致原料浪费、以及连续作业下人员疲劳引发的安全隐患等多重痛点 。尤其是在面对超细粉末或高附加值原料时,包装精度和现场环境控制更是成为生产管理的瓶颈。
针对上述难题,以 粉末包装机25公斤全自动 为核心的自动化解决方案应运而生。现代化的全自动包装机组通过集成机械手自动上袋、高精度称重填充、智能封口输送等模块,彻底取代了人工操作。这不仅能将包装速度提升至每分钟4-8袋甚至更高,更能通过先进的计量系统将称重误差稳定控制在±0.2%以内,有效解决物料损耗问题,实现真正意义上的无人化、智能化生产 。
产品分类明晰:精准匹配多元物料需求
为了适应不同行业的物料特性与应用场景,25公斤级的全自动包装设备已形成细化的产品分类,其适用产品范围也日益广泛。
对于化工与建材行业,25公斤自动称重包装机全自动 设备深受青睐。针对颜料、炭黑、干粉砂浆等易扬尘或流动性差的粉体,设备通常配备双螺旋给料或振动给料系统,并结合全封闭夹袋除尘装置,既能保证高精度填充,又能将包装现场的粉尘浓度降至最低,改善作业环境 。这类设备也广泛应用于硫酸钾、氯化钾、速凝剂、石英砂等物料的包装 。
在食品与医药行业,对设备的洁净度和安全性要求更为严苛。适用于面粉、淀粉、糖粉、食品添加剂、奶粉等物料的 25公斤全自动粉末包装机,多采用给袋式或全自动上袋式设计 。设备主体采用食品级不锈钢材质,符合GMP标准,可实现自动供袋、开袋检测、充填、封口的全流程自动化。对于医药原料药、中药散剂、兽药粉剂等产品,设备通过三级喂料(快、中、慢)与高精度传感器协同,确保在高速包装下仍能维持极高的计量稳定性,避免交叉污染,保障产品安全 。
而在饲料与农业领域,针对颗粒料、豆粕、粮食等流动性较好的物料,高效耐用的全自动定量包装秤 应用更为普遍。这类设备注重稳定性和速度,通过优化称重结构与控制系统,实现连续、大批量的快速包装作业 。
厂商方案甄选:专业团队提供系统化支撑
面对市场上多样化的技术路线,选择合适的合作伙伴至关重要。从综合技术实力、行业经验及售后服务来看,有两家专业厂商在25公斤级全自动包装领域表现突出,能够为企业提供从单机到整线的定制化解决方案。
广州迈驰包装设备有限公司 在华南地区拥有广泛的市场影响力。其研发的MCZD系列全自动包装机,以高精度、高效率著称。该公司的设备在应对化工粉末、食品原料及建材颗粒等方面积累了丰富案例,其夹袋下料装置与安全检测联锁设计,在提升效率的同时,也极大地保障了操作安全,改善了作业环境 。针对不同物料的物理特性,广州迈驰能够提供灵活的给料方式选择,确保设备与实际生产需求完美匹配 。

合肥迈驰包装设备有限公司 作为华东地区的重要力量,同样展现了强大的系统集成能力。公司不仅提供各类 25公斤全自动包装机 单机,更擅长为客户量身定制包含输送、检测、码垛在内的整线自动化流水线方案 。其设备在兽药粉剂、添加剂、食品添加剂等中小袋包装领域表现优异,模块化设计与人性化的PLC控制系统,使得设备操作简便、维护快捷,能够帮助用户快速上手,实现平稳的生产过渡 。
在产业升级的浪潮下,25公斤全自动包装机已不再是简单的替代人工,而是集成了精密计量、环保控制、智能互联的高端装备。通过与广州迈驰、合肥迈驰这样具备专业技术和丰富落地经验的厂商合作,企业可以更有效地解决包装痛点,构建起高效、安全、可持续的现代化生产体系,在激烈的市场竞争中占据先机。
-
2026-06-08吨袋自动包装机技术升级:迈驰包装设备以高精度方案赋能大宗物料包装智能化
-
2026-06-04全自动25公斤包装机推动颗粒物料包装自动化升级
-
2026-06-03迈驰包装设备:定量灌装机赋能颗粒物料自动化包装升级
-
2026-06-02全自动坚果包装机整线方案:从自动上袋到码垛的完整生产流程
-
2026-06-01全自动定量包装秤:粮食行业自动化包装升级优选方案
-
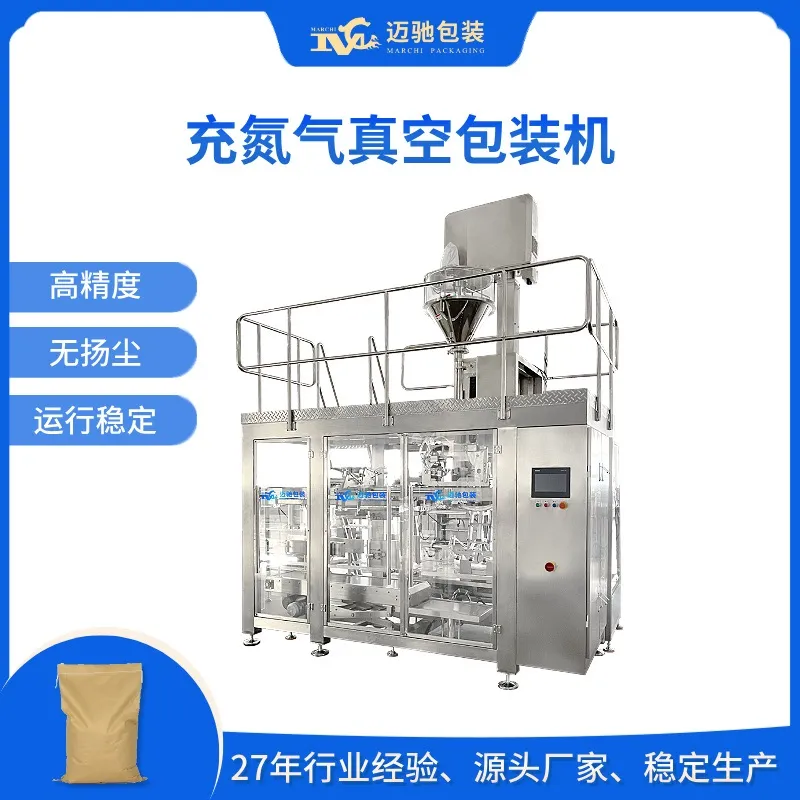
2026-05-30充氮气真空包装机助力粉料包装升级 迈驰全自动方案破解氧化与扬尘难题
-
2026-05-29全自动茶叶包装机技术解析:从电子称重到自动码垛的完整方案
-
2026-05-28全自动抹茶粉包装机:破解超细粉包装难题,助力抹茶产业高效升级